Don't have an account?
Creating an account has many benefits: check out faster, keep more than one address, track orders and more.
Or
Checkout as a Guest
Place your order without creating an account for extra convenience.
Parting off is a process performed on a lathe, whereby a tool (usually blade shaped) will pierce and cut off a given length of material. The blade will hold an insert which will act as the point of contact with the workpiece. It plunges into the workpiece and will slowly cut through to the centre, whereby the material will fall off.
What to consider when parting off
There are several criteria a machinist must consider when parting off, as they are crucial to preventing inaccurate, dangerous, and expensive mistakes. One of these is excessive tool overhang, where the blade sticks too far out of the tool post on the lathe. This overhang wants to be kept as short as possible to maintain stability and keep the tool set up as rigid as possible. Parting blades tend to deflect and vibrate if they overhang further than they need to be. This will lead to a poor surface finish and lead to premature failure of the insert and blade, so it’s important to stick to manufacturer minimum and maximum tool stick-out limits.
Coolant delivery is also important – it’s essential to have the maximum possible coolant supply to the point of cutting (the insert’s cutting edge). This helps to aid swarf evacuation and cool the tool and workpiece to increase the parting insert’s tool life.
Selecting the correct parting off inserts for your application
When considering the correct parting inserts for your application, you need to first determine:
- What is the workpiece diameter?
- Is the workpiece solid (bar) or hollow (tube)?
- Do you want the pip to be left on the stock or the component?
Cutwel can supply left-handed inserts, right-handed inserts and neutral inserts, as shown below.
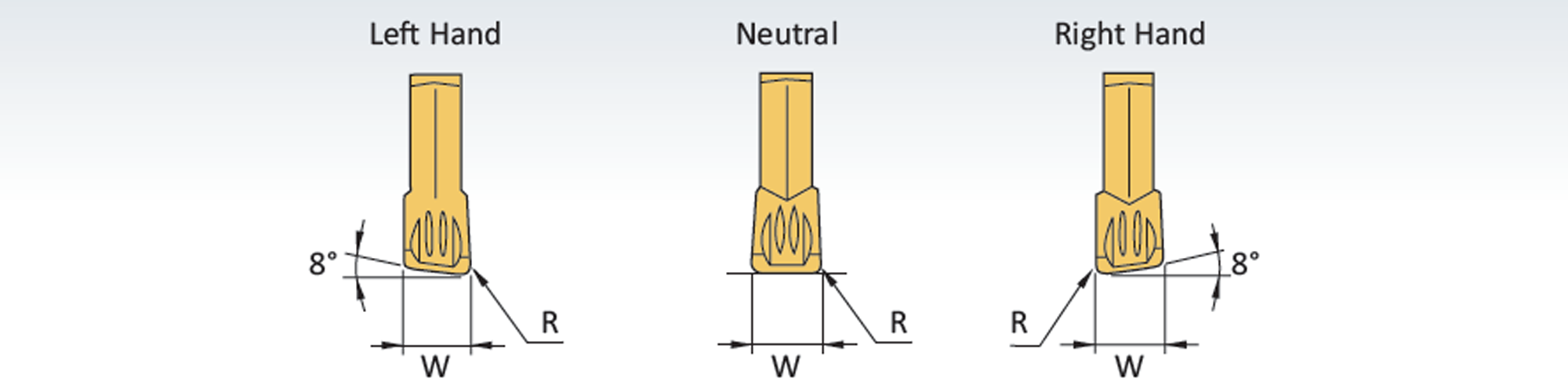
Neutral style inserts would mainly be selected for parting off solid bars and deep depth parting and grooving applications. They are also first choice for intermittent parting and grooving (for instance on hexagon or square bars). Neutral inserts have good stability, low cutting forces, a lower risk of vibration over left and right-handed inserts and achieve great surface finish and flatness.
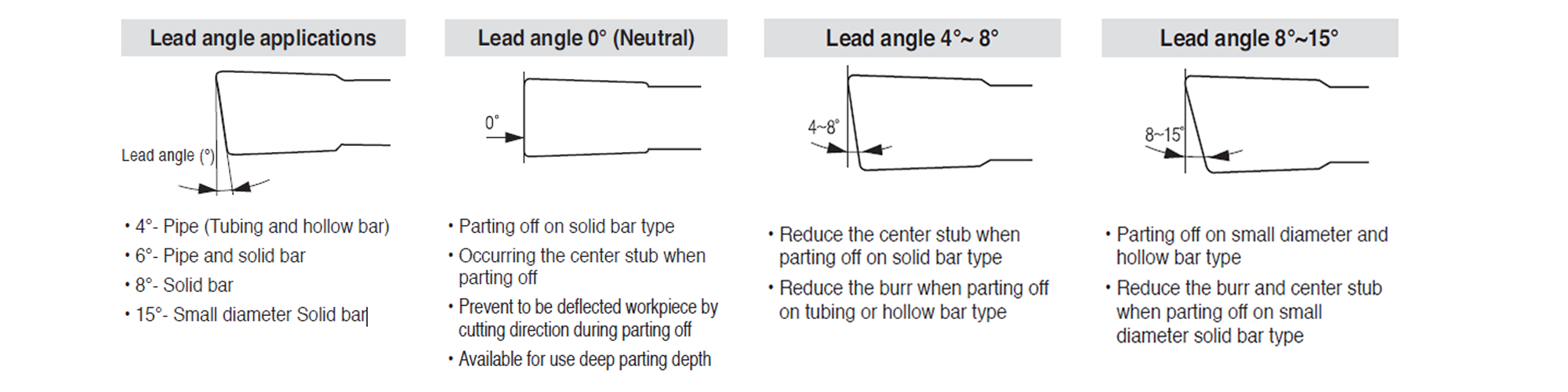
Left and right-handed inserts (front lead angle inserts) are selected when you require the bar or tube to be free from burrs or you need the pip to remain on the bar stock or component. Different lead angles can be selected for different applications.
How does insert width affect performance when parting off?
The width of the insert will also affect cutting performance, as the wider the insert is, the higher the cutting load will be. A narrower insert will reduce cutting load, resulting in low cutting forces and a reduction in the chance of vibration. There will also be less material waste on large volume work when using a narrow insert. Cutwel offer 2mm-6.4mm wide inserts.
Selecting the correct grade of insert for your material is also important. Cutwel stock dedicated carbide grades to suit various materials from mild free cutting steels, stainless steels, cast iron, aluminium and exotic materials (HRSA’S) like Inconel, Hastelloy and titanium.
Get in touch today on 01924 869615, email sales@cutwel.net or browse our full range of tooling at www.cutwel.co.uk.