Don't have an account?
Creating an account has many benefits: check out faster, keep more than one address, track orders and more.
Or
Checkout as a Guest
Place your order without creating an account for extra convenience.
As times move on and machining methods advance, engineers always need to be wary of selecting the correct grades and the correct cutting data for their application. Further to this, a stable setup will always help your thread cutting and surface finish.
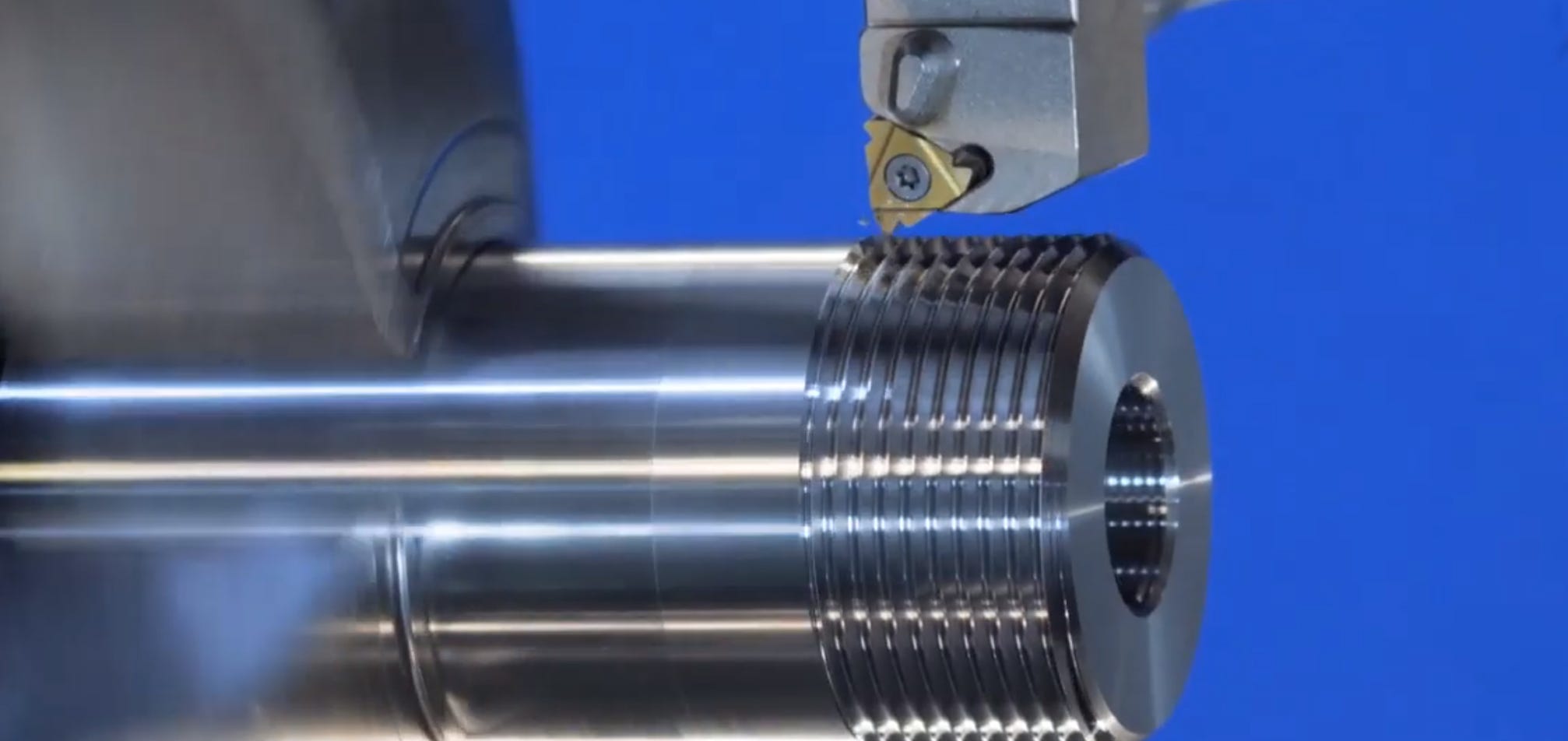
Swarf evacuation
A common factor in thread turning that will cause inserts to break is swarf wrapping around the job. There are ways and means of preventing this from happening, such as maintaining a strong flow of coolant onto the area that the tip is cutting and the cutting edge itself. This helps the swarf to evacuate whilst preventing the tip from overheating and burning out.
An alternative method is changing the direction of your cut. For instance, if you are thread turning a right-hand thread towards the chuck, change to a left-hand threading tip. Cutting from the back of the thread towards the front can push the swarf off the front of the job and prevent it from staying wrapped around the job.
Selecting the correct grades and cutting data
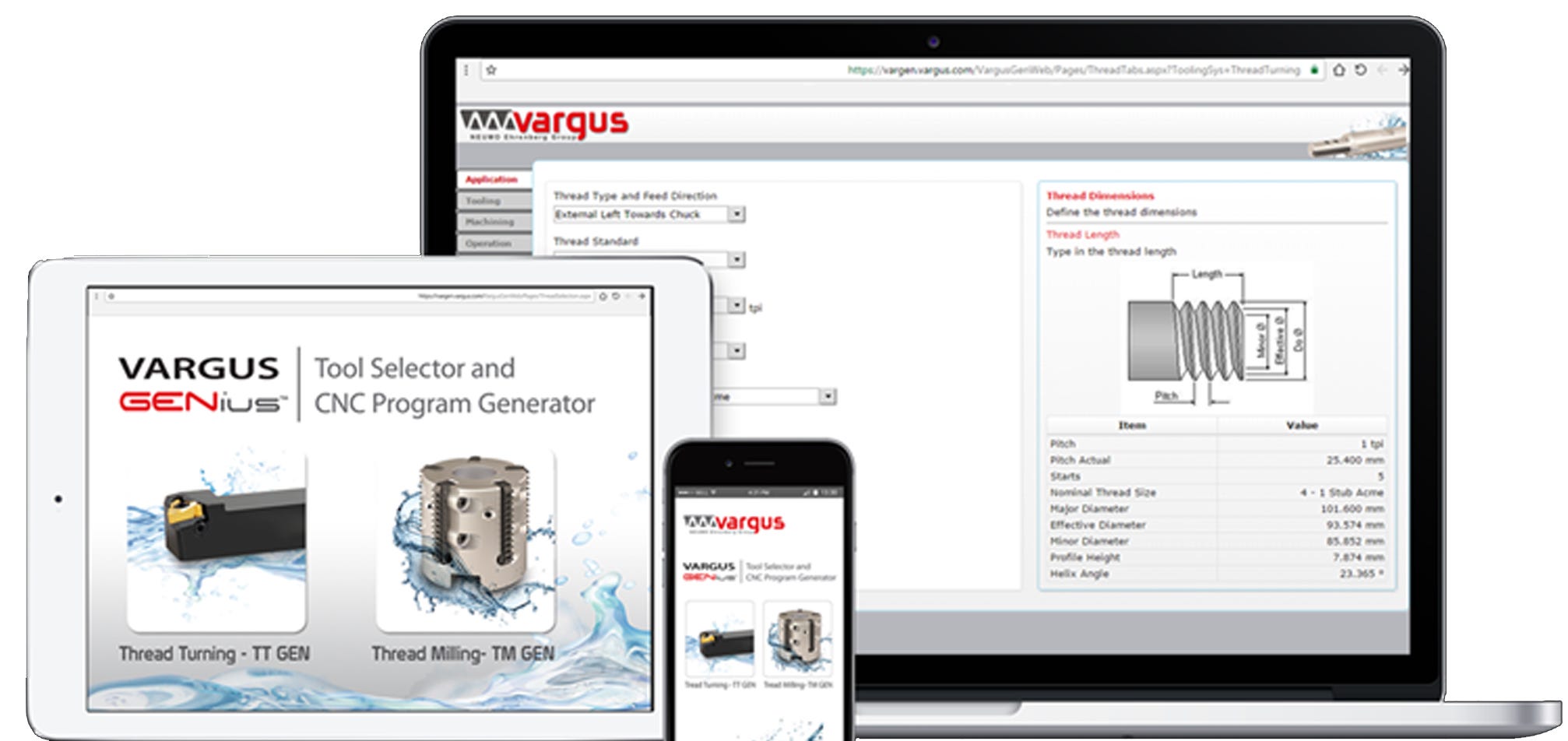
Sometimes, finding the correct grades and cutting data can be time consuming (and as every engineer on the shop floor knows, time is money!). To combat this arduous process, Vargus have created an app called Vargus GENius, which provides a straightforward and user-friendly app to help pinpoint the correct product, grades and cutting data. This ensures you are cutting your materials at the most optimum speeds possible.
The Vargus GENius is available on the App Store or Google Play Store, as well as on desktop PCs here: https://www.vargus.com/VARGUS-GENius-Software.
Chatter and how to prevent it
Thread turning chatter involves vibration from the lathe, workpiece tip or tool. Sometimes double checking the various constraints will help prevent chatter.
Even a tiny piece of dirt in your tool holder can cause noticeable chatter and damage your workpiece. Making sure your setup is clean, well tightened up and on the correct centre height will greatly reduce the chance of chatter occurring, preventing hours of problems.
If the problems continue, making your setup more solid may be of benefit. For example, make sure you have the job as close to the chuck and possible and minimum stick out of tools.
When cutting threads with higher contact areas (such as ACME or BUTTRESS threads) you may resort to flanking and modified flanking. This helps prevent the load on the tip and can aid in the prevention of chatter.
When cutting threads that might need a bit more strength to the tool, we suggest using a holder with top clamping; helps increase your performance whilst providing a greater clamping force and helping to maintain a positive location in the tool holder.

Get in touch!
Please do not hesitate to contact our Technical Team for support with any thread turning enquires or problems you have. Also, if you are looking to use the Vargus GENius software package, why not ask one of our External Tech for a demonstration at your site?
Call today on 01924 869615, email sales@cutwel.net or shop our full range of threading tools online at www.cutwel.co.uk/threading.