Don't have an account?
Creating an account has many benefits: check out faster, keep more than one address, track orders and more.
Or
Checkout as a Guest
Place your order without creating an account for extra convenience.
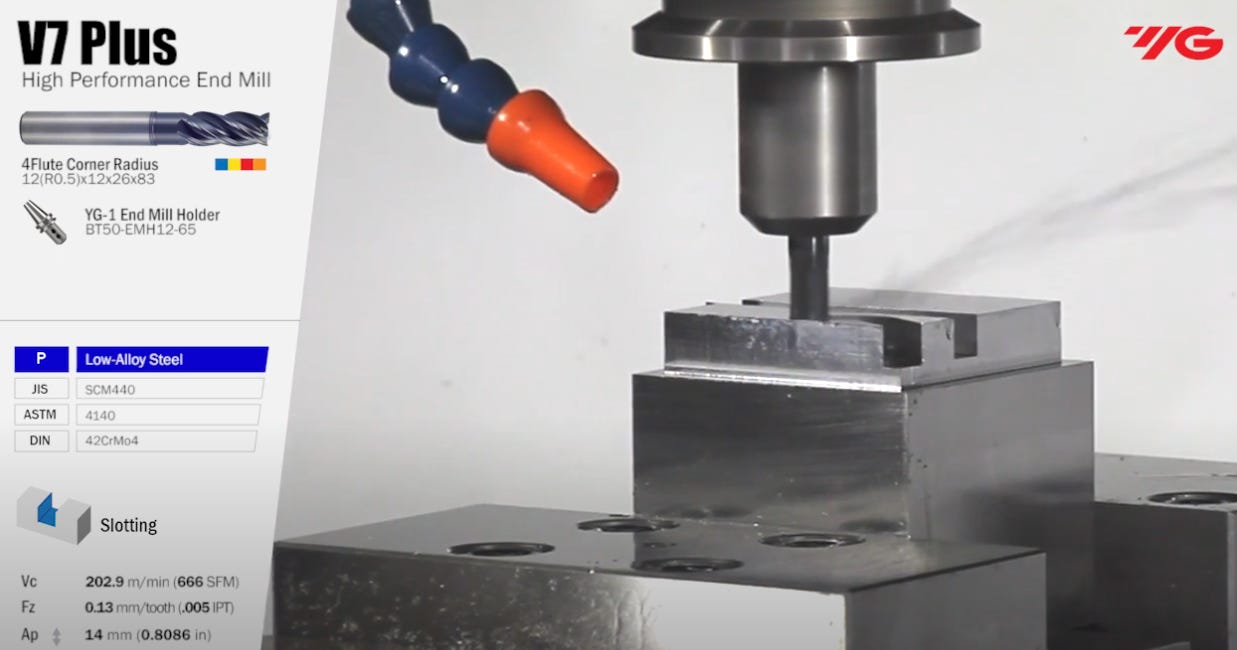
Historically, slotting with a 4 flute end mill was a no go!
This is down to multiple reasons but mainly due to swarf evacuation and vibration. In recent times, the technology of modern-day cutting tools has come on leaps and bounds, meaning it is now possible to slot with selected high performance 4 flute end mills.
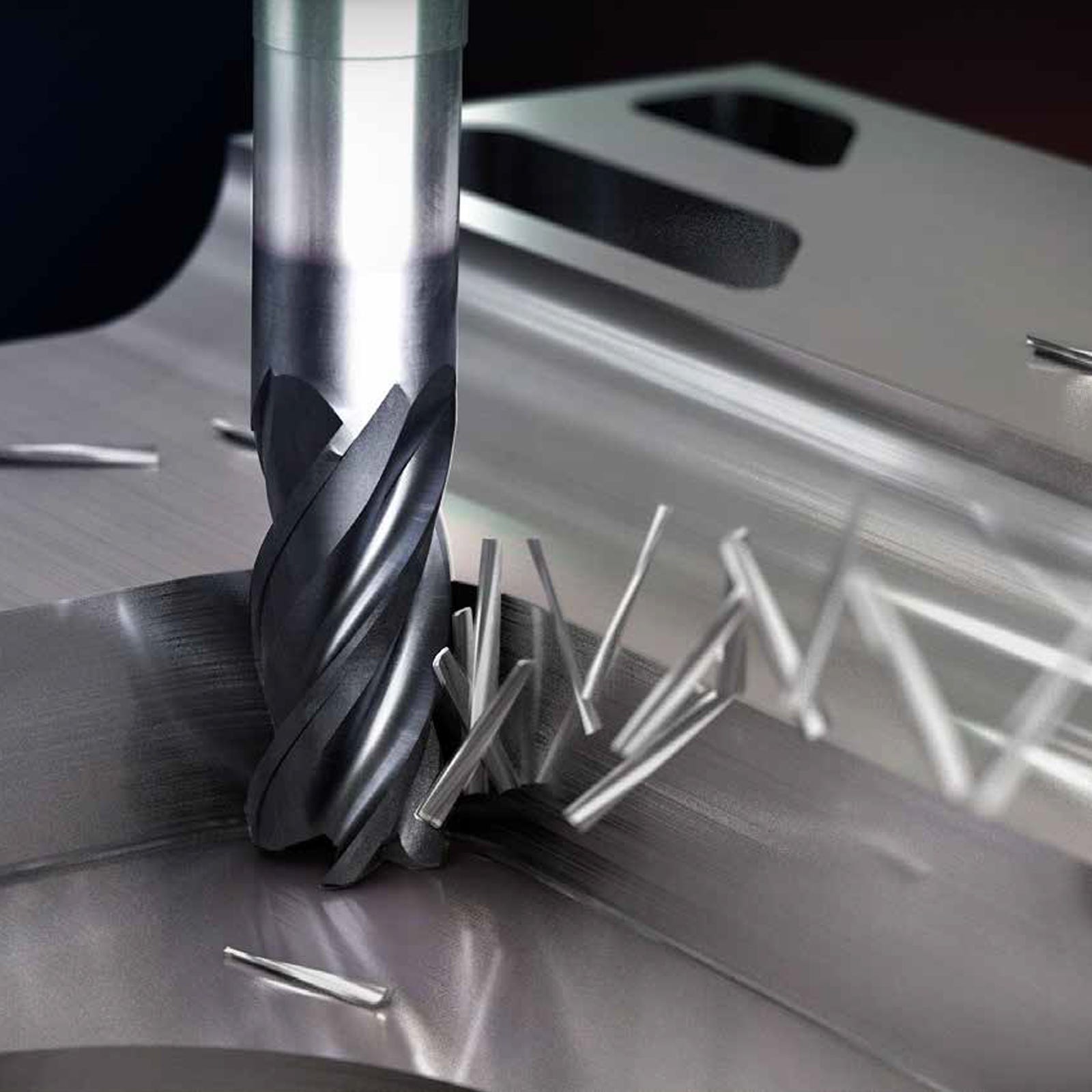
Using the correct 4 flute end mill to slot adds strength to the cutter, which allowing you to push the cutter harder without seeing any chatter or clogged flutes. You can really take your performance to the next level but I would speak with our technical team beforehand to make sure everything (including your set up, machine power and work holding) is adequate.
We offer various end mills which you can slot up to 1xD in Steels <45HRc, Stainless Steels, Exotics and Cast Iron in several ranges including:
- YG-1 V7 Inox & V7 Plus.
- YG-1 & Karnasch Titan-Inox Mills.
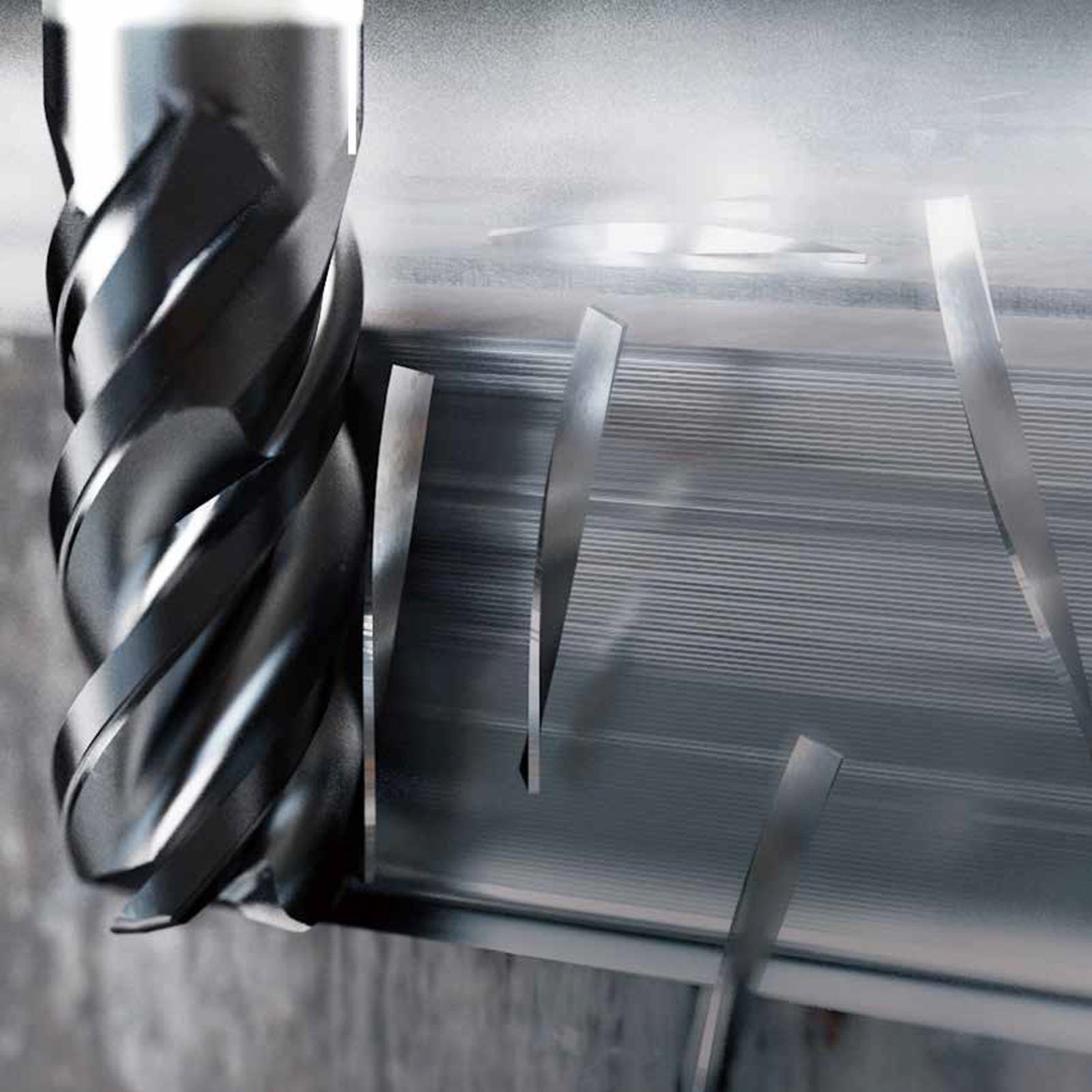
Special geometries on these 4 flute cutters help make this possible including multiple helix, variable helix and uneven flute spacings:
- A multiple helix allows you to take deeper axial depths of cut (up to 1XD) with higher feed rates.
- A variable helix improves swarf evacuation in higher depth of cut applications, allowing superior chip control, and eliminating and chatter (vibration) common in slotting applications.
- Uneven flute spacings break the harmonics which leads to vibration, allowing silent machining.
Combined, these features offer unbeatable performance when slotting using a 4 flute endmill. You will knock off hours of cycle times!
Please note: Not all of our endmills have these features so please double check with your account manager or with our technical team before ordering.