Don't have an account?
Creating an account has many benefits: check out faster, keep more than one address, track orders and more.
Or
Checkout as a Guest
Place your order without creating an account for extra convenience.
Understanding the ISO Code System for Turning Inserts: A Comprehensive Guide

Contents
All turning inserts have a unique ISO code that contains various letters and numbers – believe it or not, these actually mean something! From just looking at the ISO code you can figure out the insert’s shape, relief angle, tolerance, cross-section type, cutting-edge length, thickness, radius, and chip breaker!
In this blog, we will discuss how to identify all these key dimensions, so you will never need to check for part numbers again.
Below is an example of the turning insert code that will be referenced throughout.

1. Insert Shape
The shape of a turning insert is determined by the 1st part of the ISO code.

Choosing the right insert shape for your turning tool is essential. The shape of the insert can affect the vibration during operation, the ability to turn complex contours, the strength of the insert and its ability to take bigger and heavier cuts.
See below the shape options for Turning Inserts and how they correlate to the ISO code.

2. Relief Angle
Feed rate is the velocity at which the cutter is fed against the workpiece.
It is expressed in units of distance per revolution. It can be expressed thus for milling also, but it is often expressed in units of distance per time for milling (typically millimetres per minute), with considerations of how many teeth (or flutes) the cutter has then determined what that means for each tooth.

Feed rate is dependent on the:
- Type of Tool: Type of Tool (for example a high feed tool like HRM Double may feed at 1.6mm per tooth, whereas a traditional 90 degree mill like Alpha Mill may have a feed rate of just 0.25mm per tooth).
- Depth of Cut: Depth of Cut (for example a high feed tool like HRM Double may have a small depth of cut at just 1mm, whereas a traditional 90 degree mill like Alpha Mill may have a large depth of cut of 8mm).
- Surface finish desired.
- Power available at the spindle: Power available at the spindle (to prevent stalling of the cutter or workpiece).
- Ability of the tooling setup to mitigate vibrations.
- Material characteristics & hardness: Chip flow depends on material type and feed rate. Ideally, chips should be small and are removed early, reducing the heat levels of the tool and workpiece.
Feed rate is the velocity at which the cutter is fed against the workpiece.
It is expressed in units of distance per revolution. It can be expressed thus for milling also, but it is often expressed in units of distance per time for milling (typically millimetres per minute), with considerations of how many teeth (or flutes) the cutter has then determined what that means for each tooth.
Calculating feed rates for single-point cutting tools is fairly simple, largely due to the work being concentrated at one point (or tooth). With a milling machine where multi-tipped/multi-fluted cutting tools are involved, then the desired feed rate becomes dependent on the number of teeth on the cutter.
When you have a larger number of available cutting edges, the feed rates you can use the tool at also increases. However, more teeth and higher feed rates can cause vibration, so a balance should be aimed for.

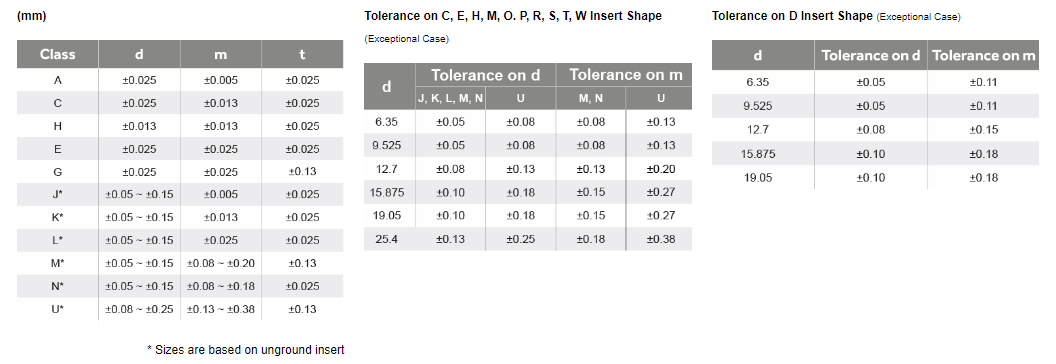
3. Tolerance
The tolerance of a turning insert is determined by the 3rd part of the ISO code.

Tolerance dimensions are indicated by a letter ranging from A - U. Dimension A relates to the inscribed circle (IC), dimension B relates to the insert height (for pentagon, triangle, and trigon shapes – for other polygons, the dimension B relates to the distance that is measured along the bisector of the corner angle) and dimension T relates to the thickness of the insert.
See below the options for the tolerance and how this correlates to the ISO code.

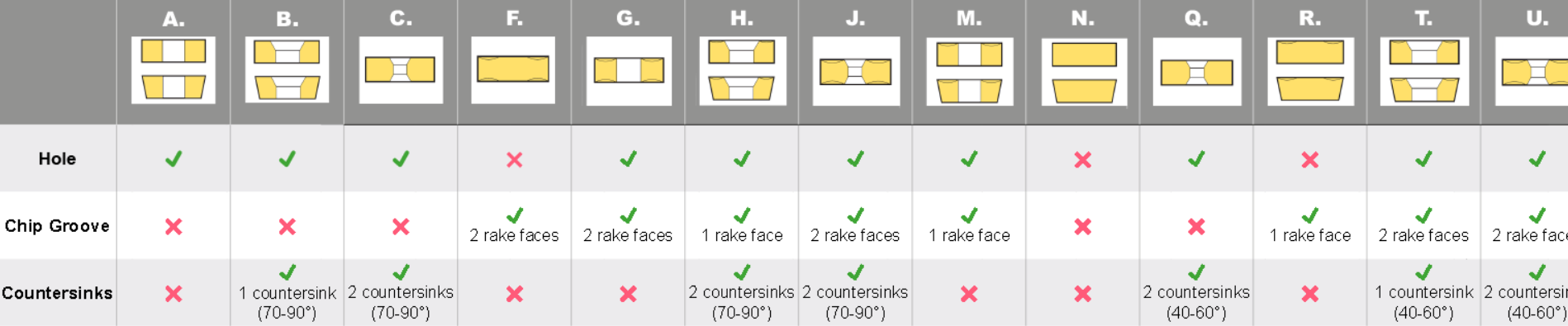
4. Cross-Section Type
The cross-section type of a turning insert is determined by the 4th part of the ISO code.

The cross-section highlights the differences in the design of the insert, such as the fixing holes, countersinks, and special features. This dictates what clamping method would be used to fix the insert on to the tool holder.
See below the options for the cross-section type and how this correlates to the ISO code
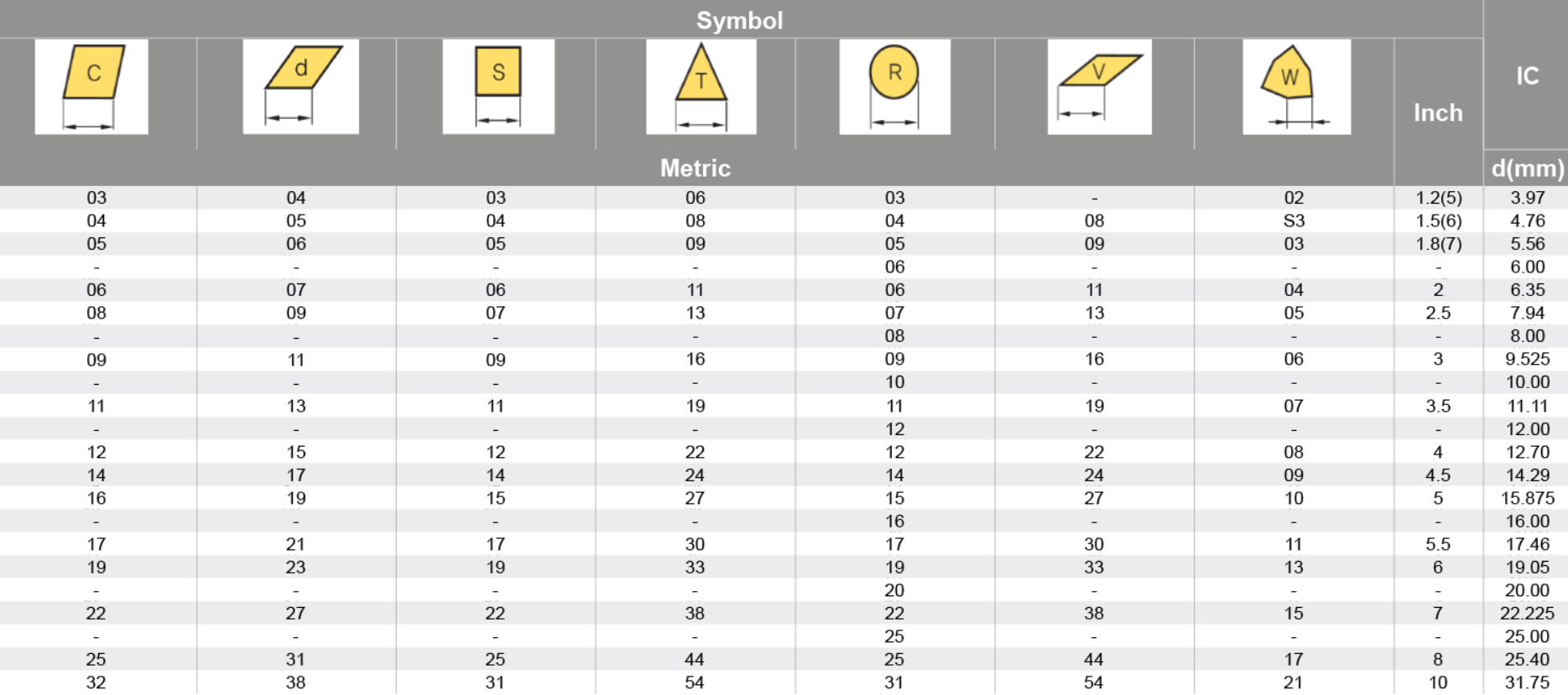
5. Cutting Edge Length / Diameter IC
The cutting-edge length of a turning insert is determined by the 5th part of the ISO code.

It is a 2-digit number that generally indicates the width or length, however this is only applicable to insert shapes with no IC (inscribed circle), such as rectangular and parallelograms.
For insert shapes such as round, square, triangle & trigon, this would then indicate the diameter of the inscribed circle (IC).
See below the options for the cutting-edge length / diameter IC and how this correlates to the ISO code
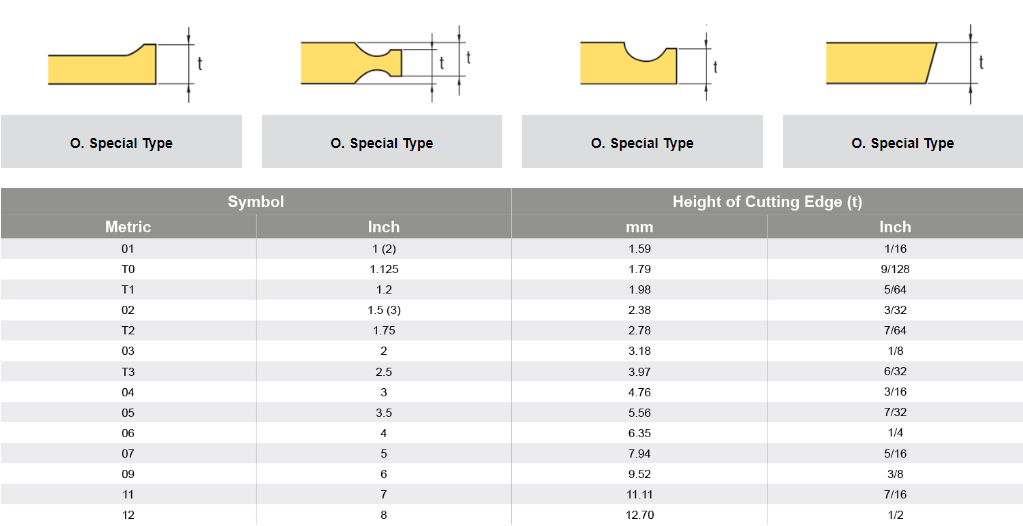
6. Thickness
The thickness of a turning insert is determined by the 6th part of the ISO code.

The thickness of a turning insert is measured from the bottom of the insert to the top of the cutting edge. This will be shown as a 2-digit number except where the insert features a T and then a single digit number eg T3. This is due to the fact that there are more than one increment within each mm. eg 03 is 3.18mm whereas T3 is thickest at 3.97mm.
See below the options for the turning insert thickness and how it correlates to the ISO code.
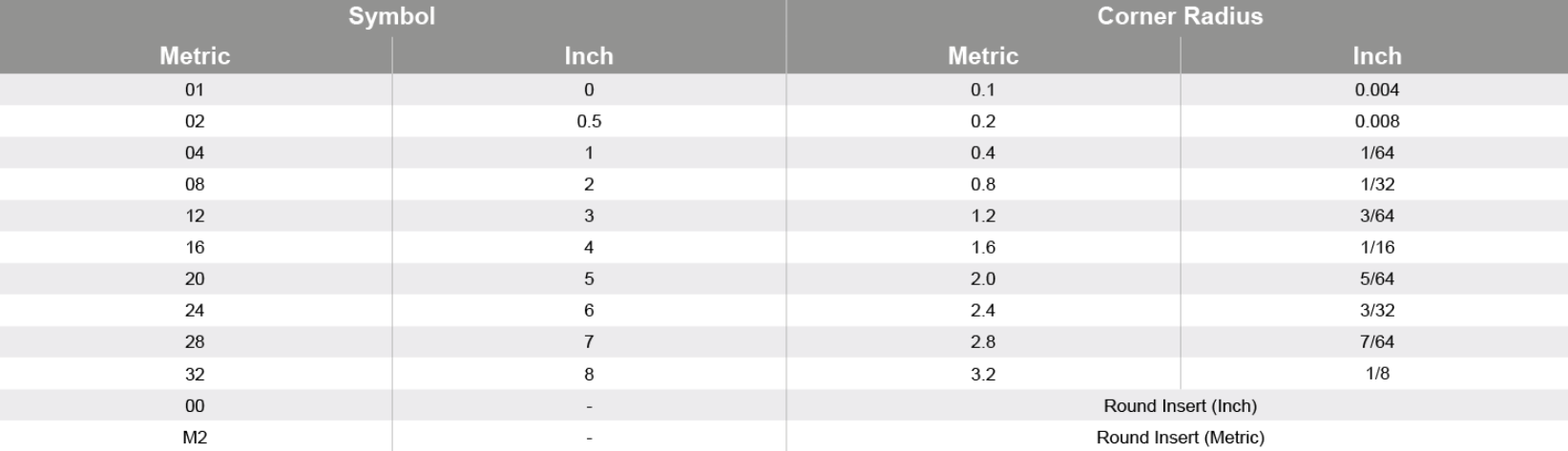
7. Nose Radius
The nose radius of a turning insert is determined by the 7th part of the ISO code.

The nose radius of an insert can affect the performance. A larger nose radius can result in the use of higher feed rates, and larger depths of cut, and they can handle more pressure, making them much better for heavier metal removal. Whereas a turning insert with a smaller nose radius can only take smaller depths of cut, they also have weaker cutting edges, and they can only handle a small amount of vibration but are much better for finishing as they are sharper and have less surface contact.
See below the options for the turning insert nose radius and how this correlates with the ISO code.
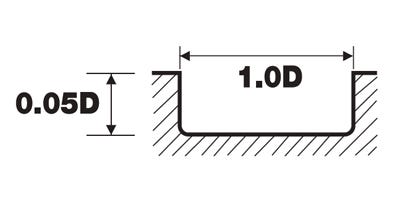
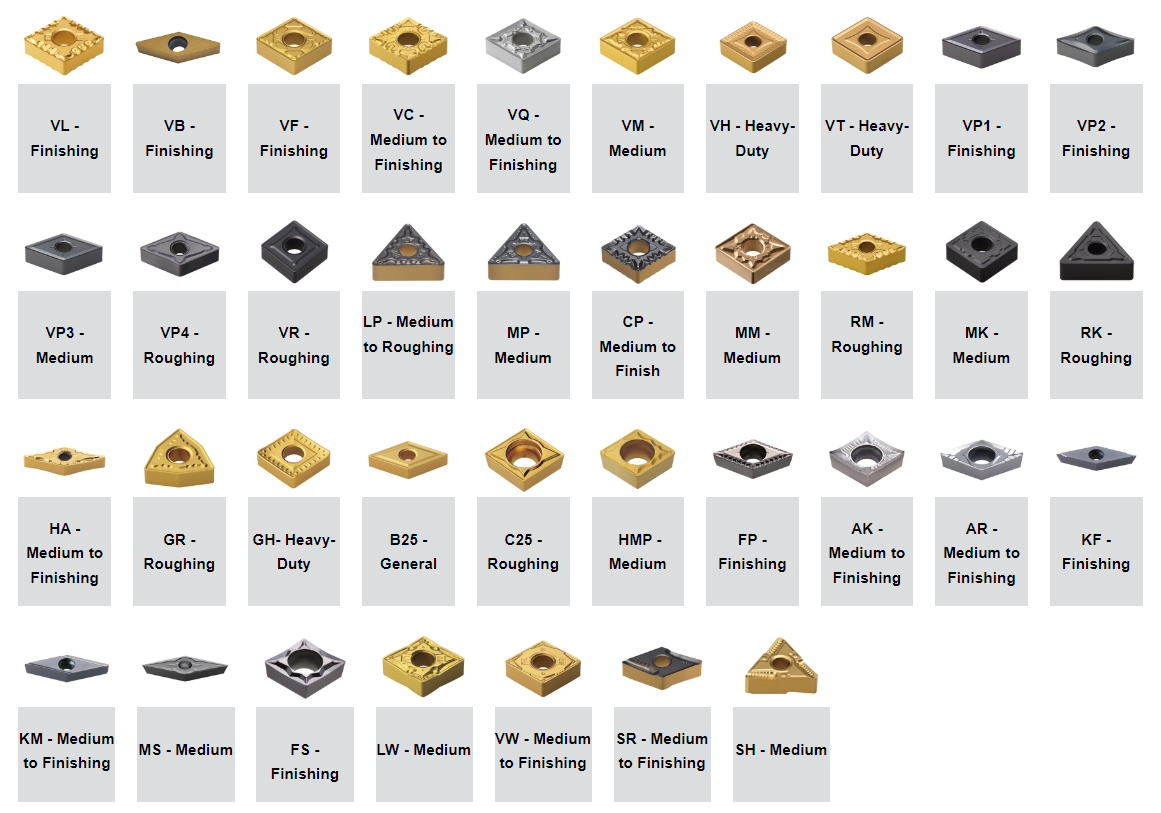
8. Chip Breaker
The Chip Breaker of the turning insert is determined by the 8th position in the ISO code.

The chip breaker is represented as 2 letters in the ISO code. The chip breaker affects the cutting resistance, if the cutting resistance is low, it can avoid chipping and fracturing of the cutting edges. Reduced cutting resistance can also decrease the tool load and heat built up. The chip breaker also determines the depth of cut the insert can take, if you are not applying the correct depth of cut then you won’t be activating the chip breaker, this can cause the swarf to build up and become stringy, some people refer to this as a bird’s nest.
Some of the below chipbreakers are available on both negative and positive inserts but the min-max depths of cut may vary.
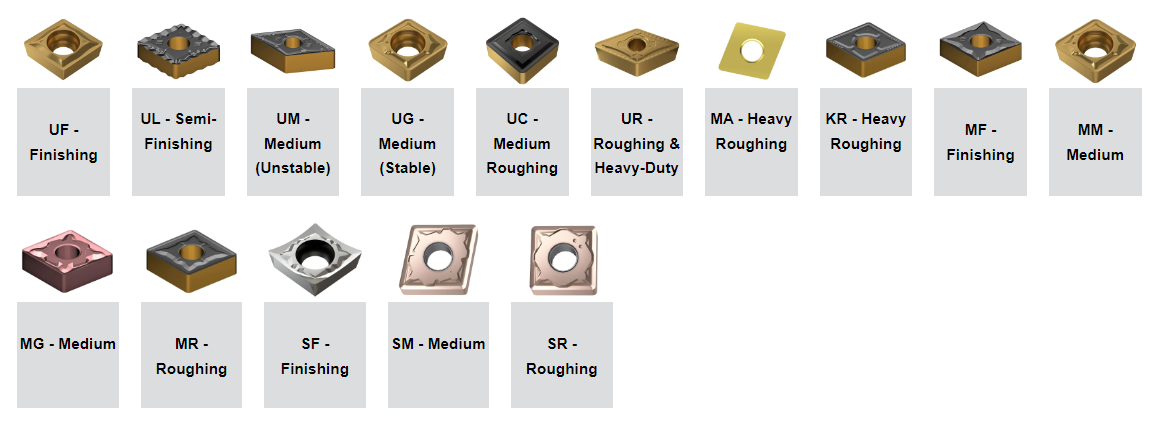
See below the options for different chip breakers and how this correlates with the ISO code.
Korloy:
YG-1:
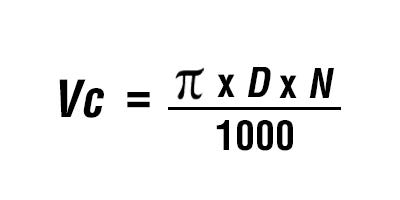
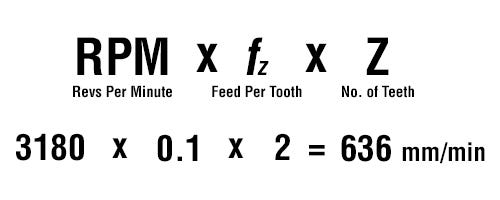
How do I calculate feed rate from mm per rev?
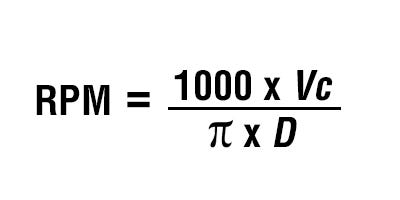
To find the Surface Speed from RPM, we need to follow the equation example below.
IMAGE IS MISSING IN ORIGINAL BLOG